HighTech Lösungen für den keramischen Sintervorgang - Realitätsnahe Simulation des Sintervorgangs
sico-solutions hat ein Sintermodell für Keramiken entwickelt, mit dem alle relevanten Vorgänge wie Schrumpfung und Deformation praxistauglich berechnet werden können. Damit kann z. B. in einem 3D-gedruckten keramischen Bauteil die Form und die Spannungsverteilung nach Durchlaufen des Sinterprozesses bestimmt werden.
Alle dafür notwendigen Materialparameter können durch Standardversuche gemessen werden. Insbesondere kann mit dieser neuen Verfahrenstechnik die experimentell schwer zugängliche Oberflächenenergie ermittelt werden.
Die Berechnungen mit unseren Simulationstools stimmen sehr gut mit den Ergebnissen realer Sintervorgänge überein.
In nachfolgendenen Bildern wird die Leistungsfähigkeit unseres Verfahrens demonstriert.
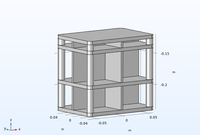
In Abb. 1 ist der Grünling eines typischen keramischen Brennhilfsmittel dargestellt. Die Auslegung der Gestalt des Grünlings unter Berücksichtigung von Sinterschwund und Deformation erfolgt im allgemeinen aufgrund von Erfahrungswerten. Eine Bewertung der Qualität ist erst nach dem Sintervorgang möglich. Durch eine erneute Formanpassung des Grünlings wird im nachfolgenden Sinterprozess eine Verbesserung erwartet, Die Vorgehensweise besteht somit im allgemeinen aus trial and error Versuchen.
Hier setzt unsere Verfahrenstechnik ein, mit der berechnet werden kann, wie das Design eines Grünlings aussehen muss, damit er nach dem Sintervorgang die gewünschte Form besitzt.

Im nachfolgenden Bild (Abb. 2) ist das gesinterte Brennshilfsmittel nach einer suboptimalen Auslegung des Grünlings und Steuerung des Sintervorgangs dargestellt. Nach dem Sinterprozess zeigt das Brennhilfsmittel deutliche Verzerrungen auf. Unser Ziel war es, diesen Sinterprozess mit unserer Simulationstechnologie nachzubilden. Das Ergebnis der Simulationsrechnung im Vergleich mit dem realen Fall zeigt sehr schön die Übereinstimmung von Simulation und Wirklichkeit.
Weiter wird gezeigt, wie die gewünschte Qualität des keramischen Produktes so optimiert werden kann, dass die Verzerrungen minimiert und die gewünschte Form nach der Sinterung vorliegt. Optimiert wird der Grünling vor dem Sintern. Der Grünling zeigt dann die Gestalt, die notwendig ist, um die Schrumpfung und Deformation beim Sintern auszugleichen. Das Ergebnis ist ein keramisches Teil mit der gewünschten Form und minimalen Spannungen.
Haben wir Ihr Interesse geweckt? Wir zeigen Ihnen gerne, wie Sie mit unserer Verfahrenstechnik Ihre Qualität und Produktivität steigern können.
HighTech Lösungen für den keramischen Sintervorgang - Formoptimierung von Keramik durch Sinterkompensation
Der Sintervorgang findet typischerweise bei definierten Heizzeiten sowie unter einer geeigneten Atmosphäre statt, die für die jeweilige Keramik angepasst wird.
Von besonderer Wichtigkeit ist es, die Keramikdruckteile möglichst spannungsfrei herzustellen, d.h., dass beim Sintervorgang die thermische Spannungsbildung minimiert bzw. vernachlässigbar wird. Da eine Schrumpfung des Bauteils eintritt, ist beispielsweise bei der Herstellung von 3d-Druck-Körpern diese Schwindung als Aufmaß im Grünling zu berücksichtigen. In der Praxis werden Erfahrungs- bzw. Schätzwerte verwendet, deren Brauchbarkeit sich nach dem Brennen an der Qualität des Endprodukts messen lässt. Deswegen sind in der Praxis oft mehrere aufwändige Versuche notwendig, um geeignete Aufmaße zu finden.
An dieser Stelle setzt unsere Fertigungsoptimierung an. Mit unserer Verfahrenstechnik kann vorhergesagt werden, wie ein Grünling gedruckt werden muss, damit er nach dem Brennvorgang und der damit verbundenen Schwindung die gewünschte Form aufweist.
Unsere Formoptimierung zur Sinterkompensation beruht auf einer Inversen Modellierung des Sintervorgangs. Die Inverse Modellierung besteht aus einem Formoptimierungsverfahren, mit dem der erforderliche Grünkörper im Voraus berechnet wird.

Die Praxistauglichkeit unseres Verfahrens wird anhand eines Riegels aus dem Versuch zur Bestimmung des pyroplastischen Indexes demonstriert.
In Abb. 3a ist die Deformation zu sehen, die der Riegel beim Sintern erfährt. Nach dem Brennvorgang weist der Riegel eine gekrümmte Form auf. Diese Verformung gilt es im Vorfeld der Sinterung durch eine Vorausberechnung so zu kompensieren, dass der Riegel in einer möglichst geraden Form nach der Sinterung vorliegt. Ziel der Optimierung ist somit, die Geometrie des Riegels so anzupassen, dass er nach dem Sintern wieder die Form des ursprunglichen Riegels annimmt.

Die Form des Riegels nach dem Sintervorgang ist in Abb. 3b dargestellt. Nach dem Brennvorgang weist der Riegel die geforderte gerade Form auf.
Unser Formoptinierungsverfahren hat die Form des Riegel so gestaltet, dass die nicht erwünschte Krümmung durch die entsprechende Auslegung des Grünlings kompensiert wird, Die Verbiegung an den Enden entsteht, weil die Auflagepunkte beim Brennvorgang nicht fixiert waren.
Nutzen Sie unsere HighTech-Verfahrenstechnik zur Qualitätsteigerung und Zeit- und Kostenersparniss für Ihre keramischen Produkte. Wir erarbeiten gerne mit Ihnen das massgeschneiderte Verfahren für Ihre Anwendungen.